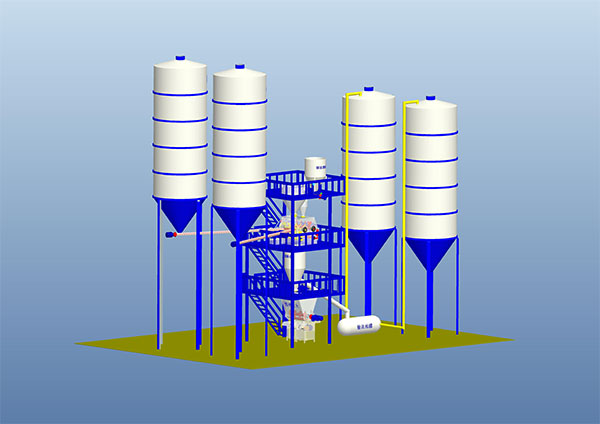
全自动干砂浆生产线产品详情\ 一般设计采用塔式设计
特征
1、所用混合机是在多代新机型技术精髓的基础上研制而成,具有自动进料、气动出料、筒壁无堵塞、死角等特点。
2、混合速度快,每次混合只需3-5分钟,混合均匀度高,无离析。
3、占地面积小,结构合理,操作简单,生产效率高,无粉尘,功率设定合理。
4、方案合理;一条年产约2万吨至6万吨的全自动干粉砂浆生产线,一般会使用2至6罐原料,其中两个大罐用于散装水泥和粉煤灰,其余的罐小用于盛放轻钙、重钙、砂、小料等。
5、散装水泥和粉煤灰不需要提升设备进入罐体,依靠泵车进入。轻钙、重钙、砂、小料等。必须使用斗式提升机将它们提升到小罐,巧妙的物料分配系统支持斗式提升机的分配操作,从而避免资源浪费。
6、散装水泥或粉煤灰筒仓一般为圆柱形支撑结构。上部装有除尘设备,防止粉尘外泄。底部装有断弧装置,防止粉料结块,使粉料顺利排出,配备料位检测设备,可随时掌握库内物料的使用情况。
7、计量系统在计量螺杆的配合下,将原料从料仓输送到计量料仓,通过传感器数据反馈进行原料计量。被测物料通过螺旋输送机引导至主斗式提升机,升至混合机顶部进行混合。
8、待拌仓为大开口气动式,可将待拌物料无重力快速放入搅拌机内,连续生产干粉砂浆。混合机内混合的成品通过气动快开快速开启,放入成品料仓内储存。
9、成品料仓和包装机通过软连接进入包装机计量,打包。产量大的用户可以在包装机的下游工序增加传送带,将成品直接输送到成品区或卡车上。
1)、精确的计量加药系统
有许多加药和加药方法。其中,螺旋输送机是因为它适用于砂浆中的所有粉状物料。采用变频控制,耐磨材料,卧式布置,精度高,寿命长。例如,添加剂(小材料)是微量的,对于测量来说,一比一千比一万的比例对于测量要求很关键。
2)、高效混合系统
搅拌机是砂浆材料生产的关键部分,也是整个生产线的“心脏”。该搅拌机是一种结合国外技术的重型、高效搅拌机,用于干混砂浆服务。达到以下性能。
产品详情
(1)混合均匀度99%以上,约1-3分钟混合均匀。
(2)具有混合原理和混合器设计,在混合质量和效率的基础上降低能耗。 (作为有机胶粉聚苯颗粒保温砂浆与无机玻化微珠保温砂浆的混合原理)
(3) 高速飞刀,有效分散纤维。
(4)整机采用气密密封,气动大开门,卸料装置门和桨板耐磨设计,使用寿命极长,维修方便、可靠、稳定。
3)、成品仓及二次搅拌系统
成品仓和二次混合,杜绝了纤维过多、流动不畅、颗粒物料易架桥、粘连等现象。系统进行快速连续卸料,在特殊原料成品库中增加气浮装置,可顺利卸料。
4)、精准环保的散装技术及包装系统
公司根据产品种类提供阀袋、敞口袋和包装机。包装范围为20至50公斤,可满足不同项目的要求。通过控制系统,操作者只需将包装袋放入阀口,其他任务即可自动完成。包装好的产品通过传送带输送到码垛台进行存放,叉车完成存放产品的工作。称量准确,包装质量高。
5)、智能电脑配料系统
LCPLC智能电脑控制系统。系统具有自检精度软件,便于校准和维护,设备彩色CRT分段显示工艺流程图,两盘同时送料缩短批处理时间,配方管理,实时批处理报表打印,配方输出,原材料消耗报告和统计。上课天数、周数、十天数、月数等量化管理报告。
6)干粉砂浆设备成套:对于产量较大的干粉砂浆设备,一般使用4-6个原料罐,其中两个大罐用于散装水泥和粉煤灰,剩下的小罐用于装载轻钙、重钙、砂、小料等。散装水泥和粉煤灰不需要提升设备进入罐体,依靠泵车进入。散装粉煤灰筒仓一般为圆柱形支撑结构。上部装有除尘设备,防止粉尘外泄。底部设有断弧装置,防止粉末结块,使出粉顺畅。还配备物位检测设备,可随时掌握库房物料使用情况。

全自动干粉砂浆生产线吸收欧洲先进设计理念,整体设计采用塔式设计,管理系统植入最新模块化管理技术,人机对话功能机及自动化程度大大改善。根据不同的配置,该生产线的年产量可达30000-100000吨。
全自动干粉砂浆生产线主要由原料储存系统、批次称重系统、输送系统、搅拌系统、气动系统、包装系统和粉尘处理系统组成。主控系统根据选定的工艺配方发出生产指令,系统根据配比自动从储存容器中取出原料。原料称重后进入库房混合,无重力卸料。高效搅拌机实现快速搅拌操作(3-5分钟)。满足混合精度要求后,成品砂浆输送至具有二次混合功能的成品仓库,进入自动灌装工序。全新设计的全自动包装机根据需要进行定时定量的灌装作业,大大提高了生产效率,包装好的成品送到成品区堆放,等待发货。
成都全自动干砂浆生产线